반응형
안녕하세요
마스터캠을 이용하시면서
드릴작업시에는 펙값(Q값)을 입력해서 사용을 많이 하시는데요
탭작업시 마스터캠에서 Q값을 입력하는 부분이 비활성화 되어 있거나
Q값이 활성화는 되어 있지만
마스터캠에서 Q값을 입력해도
NC 데이터에 출력이 되지 않을때
해결하는 방법을 알아보도록 하겠습니다.
Q값을 입력하는 부분이 비활성화 되어있을때 해결방법
이건 유튜브에 이미 영상으로 업로드 해놨으니 봐주시기 바랍니다.
포스트 수정부분은 잘못된 부분도 있고 해서
아래에 추가적으로 설명하였습니다
Q값 입력이 활성화는 되어 있지만 NC 출력이 안될때 해결방법
일단 포스트 파일을 열어줍니다
그 후에 "ptap"라고 검색을 합니다.
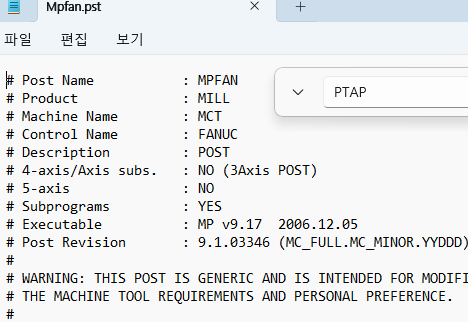
해당 부분을 살펴보면
다음과 같으실 겁니다.
ptap #Canned Tap Cycle
pdrlcommonb
#RH/LH based on spindle direction
if use_pitch, pbld, "G93",*speed, e
if use_pitch = 0,
[
pbld, "M29",*speed, e
pcan1, pbld, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout,
prdrlout, *feed, strcantext, e
]
else,
[
if met_tool, pitch = n_tap_thds # Tap pitch (mm per thread)
else, pitch = 1/n_tap_thds # Tap pitch (inches per thread)
pcan1, pbld, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout,
prdrlout, *pitch, !feed, strcantext, e
]
pcom_movea
tapflg = 0
이 부분에서 여러분들이 추가해야될 내용이 있습니다.
바로 peck1이라는 변수를 추가해줘야만 Q값이 출력이 됩니다.
다음과 같이 수정해 줍니다.
ptap #Canned Tap Cycle
pdrlcommonb
#RH/LH based on spindle direction
if use_pitch, pbld, "G93",*speed, e
if use_pitch = 0,
[
pbld, "M29",*speed, e
pcan1, pbld, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout,
prdrlout, *peck1, *feed, strcantext, e
]
else,
[
if met_tool, pitch = n_tap_thds # Tap pitch (mm per thread)
else, pitch = 1/n_tap_thds # Tap pitch (inches per thread)
pcan1, pbld, *sgdrlref, *sgdrill, pdrlxy, pfzout, pcout,
prdrlout, *peck1, *pitch, !feed, strcantext, e
]
pcom_movea
tapflg = 0
두군데 peck1이 추가 된 것을 보실 수 있습니다.
자 그러면 NC 데이터를 출력해볼까요?
peck값을 5를 입력해주었구요

다음과 같이 출력이 잘 되는것을 보실 수 있습니다.

이상으로 Q값이 출력되지 않을 시 해결하는 방법에 대해 알아보았습니다.
감사합니다
반응형
'머시닝 관련 > 가공-마스터캠 9.1' 카테고리의 다른 글
| 마스터캠 가공하기 이전 최적의 도면 정리방법 (0) | 2022.11.10 |
|---|---|
| 포스트의 역할 및 수정하는 방법 및 3축 만능포스트 공개 (1) | 2022.10.30 |